Bâti professionnel en métal d'alliage basé sur nickel d'acier inoxydable de Hastelloy C276 pour l'équipement marin EB3532

Monel est la désignation commune pour un groupe de bâtis bas de nickel et d'alliages de nickel, principalement composé de nickel et de cuivre, avec un peu de fer, de manganèse, de carbone, et de silicium. Le nickel plus fortement que pur, alliages de Monel sont résistant à la corrosion par beaucoup d'agents, y compris l'eau de mer rapidement débordante. Comparé à l'acier, il est très difficile usiner Monel car il travail-durcit très rapidement. Il doit être tourné et travaillé aux vitesses réduites et aux bas taux d'entrée.
Niveau de qualité : Selon des normes standard et internationales nationales.
Classe disponible : Selon vos dessins.
Champ d'application : Siège de valve, manchon de labyrinthe, axe de pompe, anneau seeling, gaskt d'usage, soutenant le buisson, matrices de expulsion chaudes, aube de turbine à vapeur, industrie de transformation alimentaire, porte de valve, panneau de valve, anneau de siège de valve, industrie dentaire.
Catégorie matérielle :
Poudre soudant (PW)
Utilisé pour déposer la base et le carbure de nickel contenant des alliages, il est également approprié aux alliages de cobalt, particulièrement modifié sous la forme de poudre. Le processus convient à faire face à la plupart des aciers, au fer de coût, à la base de nickel et à quelques alliages bas de cuivre.
Les poudres utilisées sont appliquées à de plus basses températures que la tige, et le processus est idéal pour des applications telles que les perles étroites ou le bord augmentent jusqu'à fournissent de petits secteurs résistants à l'usure, et pour l'apprêtage de la fonte. La température plus basse a comme conséquence légèrement moins de graduation et de déformation qu'avec des applications de tige.
Jet et fusible (SF)
----Processus de revêtement de jet d'Ultrosonic
Le jet et le fusible est un processus en deux étapes, l'alliage de poudres étant pulvérisé en le place avec une pulvérisation des flammes et alors fondu avec une torche oxyacétylénique ou semblable, ou dans un four de vide. Le processus emploie le cobalt particulièrement modifié et les alliages et le carbure bas de nickel contenant des catégories des poudres, déposant (I millimètre à 3mm) des couches douces et minces d'alliages de cobalt alloy ou de DELORO, métallurgiquement métallisées sur le substrat.
Projection par plasma
La projection par plasma convient à la plupart des alliages bas de cobalt, de nickel et de fer, plus un éventail très de céramique, de composés et de carbures. Le processus peut être employé sur la plupart des matériaux, qui peuvent être préparés par le grenaillage. Les dépôts sont minces (0.1mm à 0.2mm), haute densité (approchant 99% avec l'équipement plus nouveau de plasma de haute énergie), et puisque le substrat seulement est légèrement chauffé, peuvent être appliqués avec un minimum de déformation. Cependant, les revêtements ne sont pas les recouvrements soudés par fusion, et seulement sont mécaniquement collés sur le substrat.
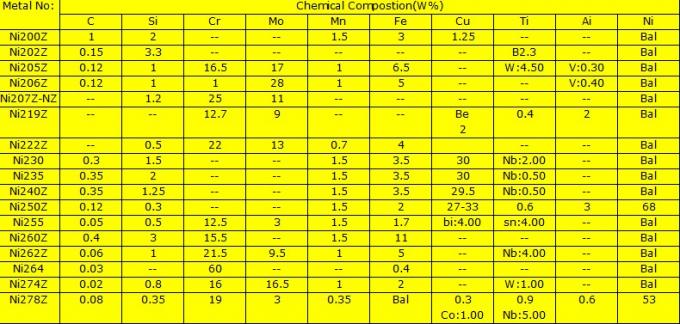
Tableau 1 : Alliages standard de base de nickel
Soudure de recouvrement d'alliage de cobalt alloy
| Hastelloy C22® (UNS N06022) (maximum) |
| C |
Manganèse |
P |
S |
SI |
Cr |
Ni |
MOIS |
Co |
Fe |
W |
V |
| 0,015 |
0,5 |
0,02 |
0,02 |
0,08 |
20.0-22.5 |
BAL. |
12.5-14.5 |
2,5 |
2.0-6.0 |
2.5-3.5 |
0,35 |
| Hastelloy C276® (UNS N10276) (maximum) |
| C |
Manganèse |
P |
S |
SI |
Cr |
Ni |
MOIS |
Co |
Fe |
W |
V |
| 0,01 |
1 |
0,04 |
0,03 |
0,08 |
14.5-16.5 |
BAL. |
15.0-17.0 |
2,5 |
4.0-7.0 |
3.0-4.5 |
0,35 |
| Hastelloyx® (UNS N06002) (maximum) |
| C |
Manganèse |
P |
S |
SI |
Cr |
Ni |
MOIS |
Co |
Fe |
W |
autre |
| 0.05-0.15 |
1 |
0,04 |
0,03 |
1 |
20.5-23.0 |
BAL. |
8.0-10.0 |
0.5-2.5 |
17.0-20.0 |
0.2-1.0 |
/ |
| Monel 400® (UNS NO4400) (maximum) |
|
| C |
Manganèse |
S |
SI |
Ni |
Cu |
Fe |
| 0,3 |
2 |
0,024 |
0,5 |
minute 63 |
28-34 |
2,5 |
| Monel M400® (UNS NO4400) (maximum) |
| C |
Manganèse |
S |
SI |
Ni |
Cu |
Fe |
| 0,3 |
2 |
0,024 |
0,5 |
63-70 |
28-34 |
2,5 |
| Monel R405® (UNS NO4405) (maximum) |
| C |
Manganèse |
S |
SI |
Ni |
Cu |
Fe |
| 0,3 |
2 |
0.025-0.06 |
0,5 |
63.0min |
28-34 |
2,5 |
| Monel K500® (UNS NO5500) (maximum) |
|
| C |
Manganèse |
S |
SI |
Ni |
Cu |
Ti |
AI |
Fe |
| 0,1 |
2 |
0,01 |
0,5 |
63min |
27-33 |
0,86 |
2.3-3.15 |
2 |
| Inconel 600 (UNS NO6600) (maximum) |
|
| C |
Manganèse |
S |
SI |
Cr |
Ni |
Cu |
Fe |
|
| 0,15 |
1 |
0,015 |
0,5 |
14-17 |
minute 72 |
0,5 |
6.0-10.0 |
| Inconel 601 (UNS NO6601) (maximum) |
| C |
Manganèse |
SI |
Cr |
Ni |
Co |
AI |
Fe |
| 0,05 |
0,3 |
0,2 |
22,5 |
61.5min |
5 |
1,4 |
14,1 |
| Inconel 718 (UNS NO7718) (maximum) |
| Cr |
Ni |
MOIS |
Co |
Cb+Ta |
Ti |
AI |
Fe |
| 19 |
52.5min |
3,05 |
5 |
5,13 |
0,9 |
0,5 |
18,5 |
| Analyse chimique des uns d'Incoloy 800® (N08800) |
|
| C |
Cr |
Ni |
Ti |
AI |
Fe |
Grain |
| 0,1 maximum |
19.0-23.0 |
30.0-35.0 |
0.15-0.6 |
0.15-0.6 |
39.5min |
/ |
| Incoloy800H® UNS (N08810) |
| C |
Cr |
Ni |
Ti |
AI |
Fe |
Grain |
| 0.05-0.1 |
19.0-23.0 |
30.0-35.0 |
0.15-0.60 |
0.15-0.60 |
39.5min |
5or plus brut |
| Incoloy800HT® UNS (N08811) |
| C |
Cr |
Ni |
Ti |
AI |
Fe |
Grain |
| 0.06-0.10 |
19.0-23.0 |
30.0-35.0 |
0.25-0.60 |
0.25-0.60 |
39.5min |
5or plus brut |
Processus de fabrication
Étape 1 : Obtention des ordres.
Étape 2 : Conception de processus par service technique
Étape 3 : Achat des matières premières et du modèle faisant &checking
Étape 4 : Inspection des matières premières
Étape 5 : Fonte par les fours à induction à fréquence moyenne
Étape 6 : Analyse de poche par le spectromètre
Étape 7 : De-oxydation, scorie-retrait, tapant
Étape 8 : Versement
Étape 9 : S'ouvrir et débourrer
Étape 10 : Contrôle extérieur et dimensionnel
Étape 11 : Traitement thermique
Étape 12 : Inspection de propriété physique (essai d'UT, essai de la TA, dureté, µstructure de valeur d'impact)
Étape 13 : Emballage
Étape 14 : Expédition
1. expérience d'opération de la fonderie 18-year.
2. Télécommunication technique et commerciale efficace amicale et élevée.
3. Pratiques en matière professionnelles d'exportation : Ont exporté vers +60 pays d'outre-mer.
Notre salon commercial
Notre cabine non 14-A29-5 dans Newcast 2015, Allemagne
Hall 14, support No.A29-5.
Contactez-nous pour plus d'informations sur des produits et les entretenez :
Mr.John Liu
Chef de projet
Cellule : 0086-130 930 23772 (ce qui est appli)
Téléphone : 0086-188 0059 6372
Fax : 0086-510-6879 2172
Email : cast@ebcasting.com ; ebcastings@163.com
Identification de Skype : julia.zhu26
QQ : 217 039 6403
www.ebcastings.com
Bâti éternel et pièce forgéee Cie., Ltd d'alliage de bonheur.
Ajoutez. : Parc de J-Sci-technologie, secteur de Binhu, Wuxi, 214122, Jiangsu, Chine

 Votre message doit contenir entre 20 et 3 000 caractères!
Votre message doit contenir entre 20 et 3 000 caractères!